机械结构方面
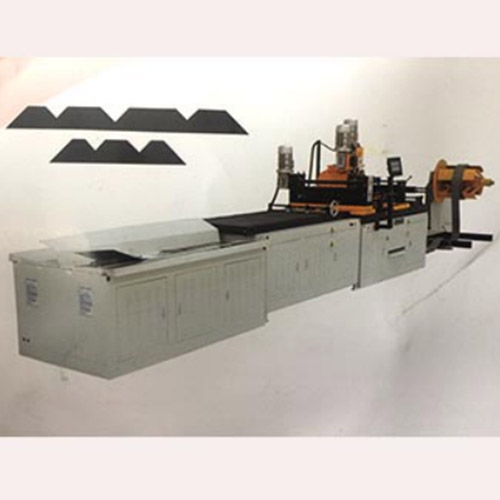
高刚性与稳定性:数控横剪机的机身、工作台等部件需具有足够高的刚性,以承受剪切过程中的巨大冲击力和压力,防止变形和振动。比如采用加厚的钢板焊接结构,并通过有限元分析进行优化设计,确保在高速、高精度剪切时保持稳定,减少因机械振动导致的剪切误差。
高精度传动系统
齿轮传动:要求齿轮的加工精度高,齿形误差、齿距误差等要控制在极小范围内,以保证传动的平稳性和准确性。通常采用磨齿工艺加工齿轮,使齿轮精度达到 6 级或更高。
丝杠传动:滚珠丝杠的螺距精度、导程精度至关重要。应选用 C5 级及以上精度滚珠丝杠,且配备高精度的螺母副,以减少传动间隙,提高传动精度,确保铁芯在剪切过程中的定位精度。
精密导向系统:导轨的直线度、平行度等精度指标直接影响铁芯的剪切精度。一般采用滚动直线导轨,其直线度误差可控制在每米 0.01mm 以内,能为刀具和工件的运动提供导向,保证剪切过程中刀具与工件的相对位置精度。
控制系统方面
高分辨率编码器:编码器用于测量刀具和工件的位置,其分辨率越高,测量精度就越高。通常需要选用分辨率在每转 10000 脉冲以上的编码器,以实现对铁芯尺寸的控制,确保剪切精度达到微米级。
数控系统:具备强大的运算能力和插补功能,能够对复杂的剪切路径进行控制。例如,采用多轴联动的数控系统,可实现对刀具的运动轨迹进行实时调整和优化,保证铁芯的剪切精度和形状精度。
高精度位置控制:通过位置反馈和闭环控制技术,实时监测和调整刀具的位置,使刀具能够按照预设的程序进行剪切。位置控制精度一般要求达到 ±0.01mm 甚至更高。
刀具与剪切工艺方面

高精度刀具:刀具的刃口精度、硬度和耐磨性对铁芯的剪切精度影响很大。需采用优质的刀具材料,如硬质合金刀具,其硬度可达 HRA90 以上,刃口锋利且耐磨。刀具的制造精度要高,刃口的直线度、垂直度等误差要控制在 0.01mm 以内,以保证剪切面的平整度和垂直度。
剪切参数设置:根据铁芯的材质、厚度等特性,调整剪切速度、剪切力、剪切间隙等参数。例如,对于不同厚度的硅钢片铁芯,要合理调整剪切间隙,一般间隙在 0.05 - 0.1mm 之间,以确保剪切质量和精度。
自动刀具磨损补偿:具备刀具磨损监测和自动补偿功能,通过传感器实时监测刀具的磨损情况,并根据磨损量自动调整刀具的位置或补偿剪切参数,保证在刀具使用寿命内始终保持较高的剪切精度。
检测与校准方面
在线检测系统:安装在线检测设备,如激光测厚仪、视觉检测系统等,实时监测铁芯的尺寸、形状和剪切质量,一旦发现偏差,及时反馈给控制系统进行调整,实现闭环控制,确保铁芯精度的稳定性。
定期校准与维护:制定严格的校准计划,定期对数控横剪机的各项精度指标进行校准和检测,如采用标准量块、激光干涉仪等精密测量设备对机床的定位精度、重复定位精度等进行校准。同时,加强设备的日常维护保养,确保设备处于良好的运行状态,保证铁芯加工精度的长期稳定性。